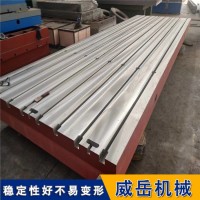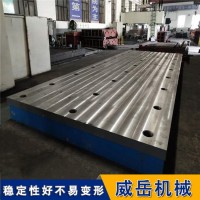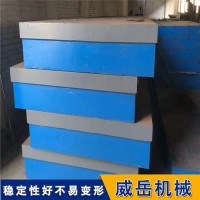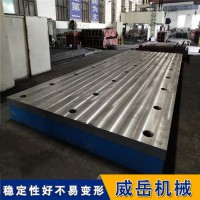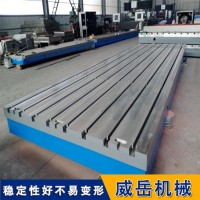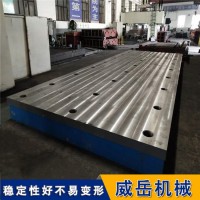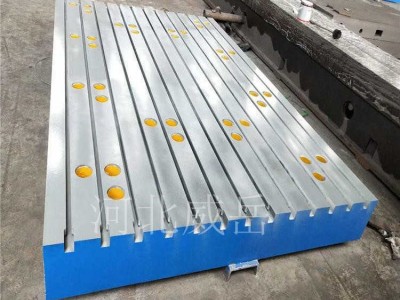







铸铁试验台架又名铸铁平板,是一种用于在加工过程中承受和固定有曲形加工要求的船壳钢板和型钢零件的铸铁试验台架。铸铁试验台架材质一般选用铸铁HT200-HT300或铸钢15#-45#精铸而成,工作表面硬度为HB170-240,经过人工退火六百度至七百度和自然时效三年左右以后,使得铸铁试验台架的能趋向于良性,精度加稳定。铸铁试验台架规格:从200mm*200mm到2000mm*4000mm皆有现货,如有规格需求,可以根据需方图纸订做。铸铁试验台架的精度按照计量检定规程JJG117-2005《平板检定规程》加工,铸铁试验台架工作面采用刮研工艺,并且可加T型槽、V型槽、U型槽和圆孔、长孔等。
铸铁试验台架的运输包装常采用铁板包装和木制包装两种形式,表面全部使用塑料膜封装,然后装入铁制或木制的包装内,由于内部塑料膜封装,这种包装具有良好的、防锈等特点,适用于内陆运输。
铸铁试验台架调试方法:
1.将平台平放于地面,手感调整四角稳定性,微调活动地脚,直到稳定。
2.将铸铁试验台架放置在支架上,调整其支点位置,尽量接近中对称。
3.初调各支脚,使各支点均匀受力。
4.用水平测量仪器(水平尺或电子水平仪)检测平板水平状况、微调相关支点,直到符合水平位置。
5.初调合格后,静置12小时后,如不合格需进行再次调整,如合格方可使用。
6.使用后根据实际实地环境周期性检测维护。
铸铁试验台架精刮:在细刮铸铁试验台架的基础上进行精刮,选用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,均匀研点每25㎡×25㎡上应为20~25点,长用于查验东西、导轨和严密东西接触面的刮削。
铸铁平台刮花:铸铁试验台架刮花的效果一是漂亮,二是有积存润滑油的功能。一般多见的斑纹有:斜斑纹、燕形斑纹和鱼鳞斑纹等。其他,还可通过调查原斑纹的完好和不见的情况来区分平面作业后的磨损程度。
铸铁试验台架粗刮:若工件表面很是粗糙、加工痕迹较深或表面严锈、不平或歪曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是选用长刮刀,行程教长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。当铸铁试验台架工件表面研点每25㎡×25㎡上为4~6点并留有细刮加工余量时,可进行细刮。
铸铁平台细刮:细刮便是将粗刮后的高点刮去,其特点是选用短刮法(刀痕宽约6mm,长5mm~10mm),研点松散快。细刮时要朝着方向刮,刮完一遍,刮遍时要成45度或60度方向交叉刮出网纹。当均匀研点每25㎡×25㎡上为10~14点时,即可结束细刮。
铸铁试验台架广泛应用于机械加工,工厂车间,机(检)修车间,大型设备底座,计量室及度加工的查验,丈量和研磨,且能的测量,查验工件的平面度,平直度以及视点的公差值。http://www.chinaweiyue.com/
用于铸铁试验台架精度测量用的基准平面;用于机床、机械的检验测量基准;或检测零件的尺寸精度或行为偏差;并作加工,在机械制造中也是的基本工具。铸铁试验台架毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的品种,布局形状。铸铁试验台架进行机械加工时选择毛坯是一个非常重要的环节,毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。